

In an enlightening (video) interview by Supply Chain Brain's Bob Bowman, Andy Walker, Merck's Head of Supply Chain Strategy, provided some crucial clues as to how Merck maintains flow across its supply chain. The key is in the new way that Merck now manages its relationship with many suppliers.

Maintaining the flow of relevant information
"What we are actually working on," Walker told Bowman in the interview, "from an execution perspective, is to ensure that there is a consistent set of information being delivered to [Merck's] manufacturing facilit[ies] and [their] contract manufacturer[s]…." The goal of the new data flow, however, is to liberate these manufacturers "do enable them to do what they are really good at, which is scheduling and actually manufacturing the product" Merck needs, Walker said.
This differs from the way Merck used to manage their supply chain relationships with their manufacturing partners. But how?
Andy Walker explains: "So, what we are working on is a complete change in process…. We [now] pass [to our manufacturers] min/max parameters…. Then they can adjust and change their [own manufacturing] plan to replenish [their] inventory [within the min/max range]…."
Interesting, of course, but listen to this!
"We no longer… rely on a forecast going to manufacturing…. We… just give them the… min/max, and then they can simply adjust their [manufacturing] schedule as they see fit," Walker explains.
Let's picture this
 Be collaborating with their suppliers and helping them establish buffers with minimum and maximum positions, Merck's new approach works to assure that there is always a supply of products.
Be collaborating with their suppliers and helping them establish buffers with minimum and maximum positions, Merck's new approach works to assure that there is always a supply of products.
No longer are the irrelevant data of weekly or monthly forecasts transmitted to the manufacturing facilities. Instead, the relevant data of adjustments to buffer sizes—changes in min/max levels—are shared with the manufacturing facilities. These changes are driven by—as Walker puts it—"true customer demand."
NOTE: There is a proper place for using forecasts, but it is not in day-to-day execution planning. Forecasts—which are always wrong—should be used for mid-range to long-range capacity planning. They are typically accurate enough for those kinds of decisions.
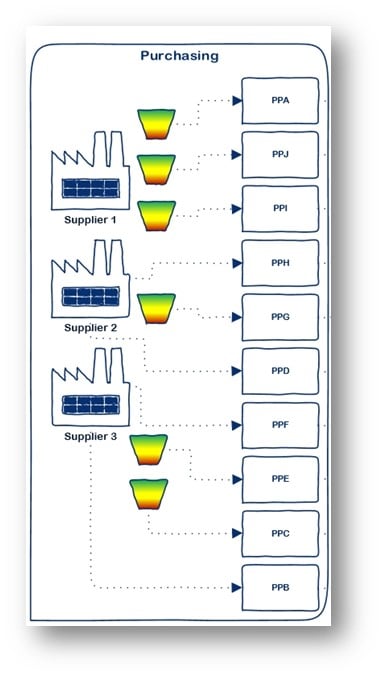
In the accompanying [conceptual] illustration, we see how three manufacturing suppliers might be managed:
- Supplier 1 is used for three components. Each of these three components is strategically buffered at the manufacturing site. Min/max data are shared between Merck and the manufacturing facility for all three products.
- Supplier 2 also supplies three components. However, careful analysis has suggested that only one of the three products need be strategically buffered at the manufacturing site. The other two are purchased and, if necessary, buffered only at Merck's facilities.
- Supplier 3 provides four products to Merck. Two of these are strategically buffered at the manufacturer's site, and two are managed considered non-strategic and are not assigned buffer sizes by Merck.
We believe that this kind of collaboration and strategic buffering is the wave of the future—not only for international giants like Merck, but also for small to mid-sized business enterprises who want to maximize their profits through FLOW in their supply chains.
Let us hear from you. What are you doing to maximize flow in your supply chain? In what ways are you collaborating with your suppliers? Are you finding yourself more or less reliant on forecasts for day-to-day or week-to-week execution planning? Tell us what is working and not working for you. Leave your comments below.

